BTA(Boring and Trepaning Association)
BTAとは
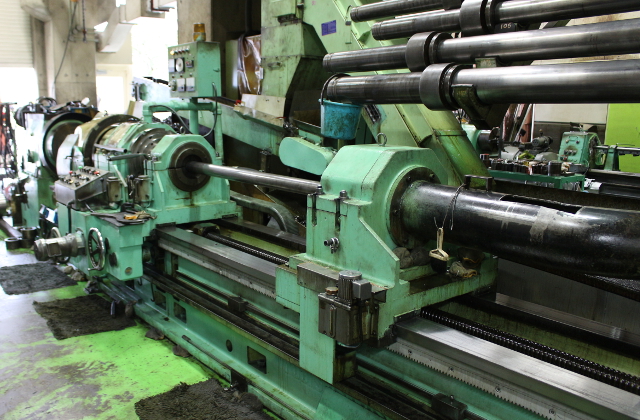
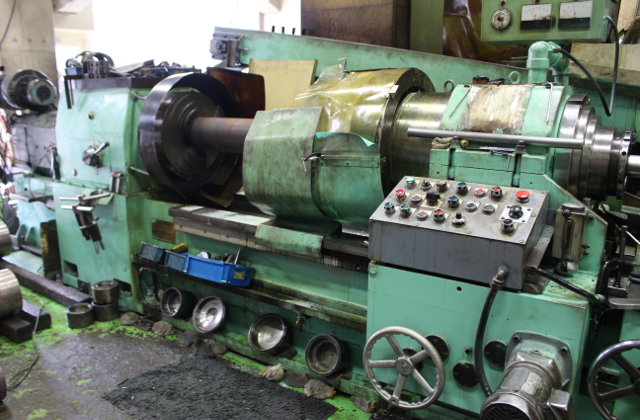
BTA(Boring and Trepaning Association)とは、高圧で大量の切削油で切粉を排出し、冷却もしながら、深孔加工を行うものです。深孔加工で重要なので加工能率・仕上げの精度、切粉を連続的に排出することができるかという所にあります。BTA方式は切削油を穴内面とボーリングバー(中空パイプ)の隙間から圧力台を通して切削部に供給し、切粉をボーリングバーの中を通って排出されます。よって仕上げ面が従来のドリル加工よりむしれがなく綺麗ににあがります。
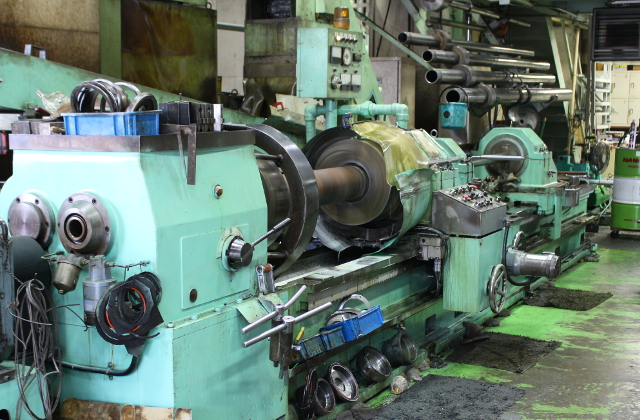
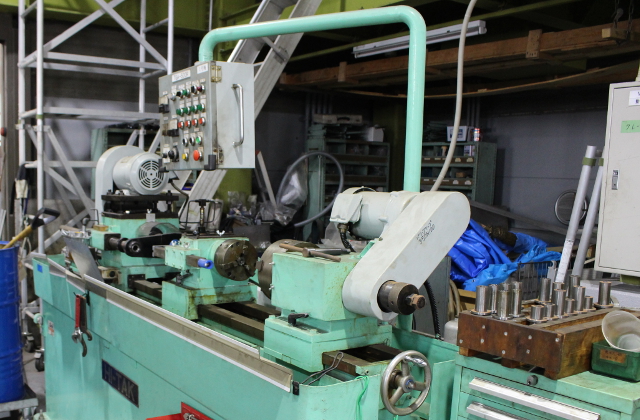
FT-1720
- 機種
- BTA1720
- 穴明方法
- 加工物回転・工具固定方式
- 加工寸法
- 加工物最大経500mm(芯高350mm)
- 穴明長さ
- 270~2200mm(穴サイズΦ60~Φ170)
刃切サイズ表 |
|
■刃切サイズ(単位:mm)
| バー径 |
刃切りサイズ |
| 56 |
59.7 |
60 |
60.7 |
61.7 |
62.7 |
63 |
63.5 |
63.7 |
| 64 |
64.7 |
65 |
65.7 |
66 |
66.7 |
67 |
67.7 |
| 68 |
69.8 |
70 |
71 |
72 |
〈74.7〉 |
77 |
77.7 |
| 62 |
68.7 |
69.7 |
70.7 |
72.7 |
73.7 |
74.7 |
75.7 |
76.7 |
| 75 |
78 |
78.5 |
79 |
79.7 |
80 |
81 |
82 |
83 |
| 84 |
84.7 |
85 |
88 |
89.7 |
90 |
90.6 |
91 |
| 94 |
94.7 |
95 |
96 |
98 |
99.6 |
100 |
101 |
| 104 |
105 |
105.5 |
108 |
109.6 |
|
|
|
| 94 |
108 |
110 |
110.8 |
|
|
|
|
|
| 106 |
113 |
114 |
114.6 |
115 |
115.7 |
117 |
118 |
119.6 |
| 120 |
124.5 |
125 |
|
|
|
|
|
| 118 |
128 |
129.6 |
130 |
132 |
134 |
134.5 |
135 |
135.4 |
| 136 |
138 |
139.8 |
140 |
141 |
144 |
144.5 |
145 |
| 148 |
149.6 |
150 |
|
|
|
|
|
| 142 |
152 |
155 |
158 |
159.7 |
164.5 |
168 |
169.3 |
169.7 |
製品
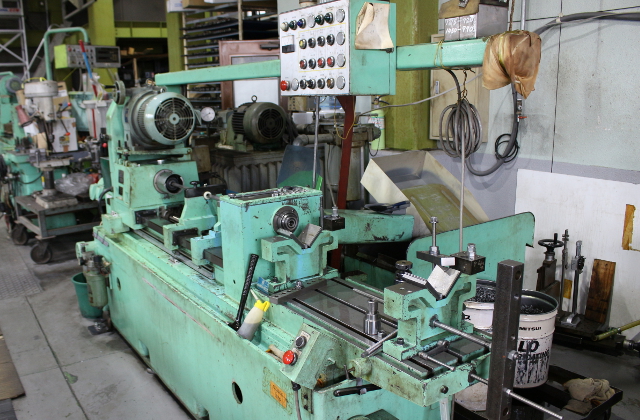
FT1025
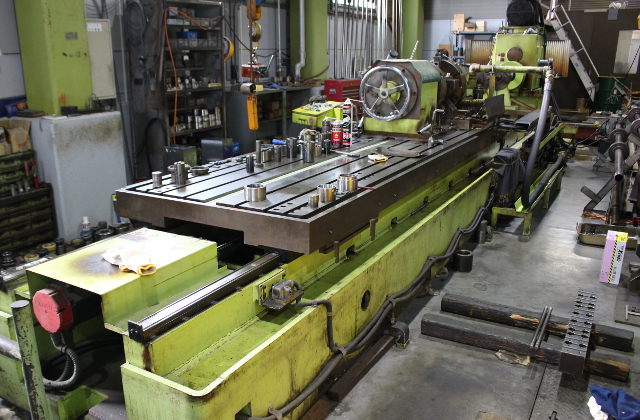
- 機種
- BTA1025
- 穴明方法
- 加工物固定・工具回転方式
- 加工寸法
- 加工芯高350mm(Φ700)(チャックΦ500)
- 穴明長さ
- 2500mm(穴サイズΦ25~105)
(角材等穴、偏芯穴、可能)
刃切サイズ表 |
 FT1025
FT1025 |
■刃切サイズ(単位:mm)
| バー径 |
刃切りサイズ |
| 18 |
20 |
21 |
21.7 |
|
|
|
|
|
| 20 |
22 |
23 |
23.7 |
24 |
24.7 |
|
|
|
| 22 |
25 |
25.7 |
26 |
26.5 |
|
|
|
|
| 24 |
27 |
27.2 |
27.7 |
28 |
28.5 |
29 |
29.7 |
|
| 26 |
30 |
31 |
31.5 |
31.7 |
|
|
|
|
| 28 |
32 |
32.2 |
33 |
|
|
|
|
|
| 30 |
34 |
34.7 |
35 |
35.2 |
35.7 |
36 |
36.1 |
|
| 33 |
37 |
37.2 |
37.7 |
38 |
39 |
39.7 |
|
|
| 36 |
40 |
41 |
42 |
42.2 |
43 |
|
|
|
| 39 |
44 |
44.7 |
45 |
45.4 |
46 |
46.2 |
|
|
| 43 |
47 |
48 |
49 |
49.7 |
50 |
51 |
|
|
| 47 |
52 |
52.2 |
53 |
54 |
54.7 |
55 |
55.2 |
55.7 |
| 56 |
|
|
|
|
|
|
|
| 51 |
57 |
57.7 |
58 |
59 |
59.7 |
60 |
60.7 |
62.7 |
| 63.7 |
65.7 |
66.7 |
67.7 |
| 56 |
61 |
62 |
63 |
64 |
64.7 |
65 |
66 |
55.7 |
| 62 |
68 |
68.7 |
69 |
69.7 |
70 |
70.7 |
72 |
72.7 |
| 73 |
73.7 |
74 |
74.7 |
75 |
75.7 |
76 |
76.7 |
| 77 |
79 |
80 |
| 75 |
78.5 |
79 |
79.7 |
80 |
81 |
82 |
83 |
84 |
| 84.7 |
85 |
88 |
89.7 |
90 |
90.6 |
91 |
94 |
| 94.7 |
95 |
96 |
98 |
99.6 |
100 |
101 |
104 |
| 105 |
|
|
|
|
|
|
|
製品
BTA6512
- 機種
- BTA6512
- 穴明方法
- 加工物回転・工具固定方式
- 加工寸法
- 加工物最大経200mm×1200
- 穴明長さ
- 200~1200mm(穴サイズΦ25~Φ50)
刃切サイズ表 |

|
■刃切サイズ(単位:mm)
| バー径 |
刃切りサイズ |
| 18 |
20 |
21 |
21.7 |
|
|
|
|
| 20 |
22 |
23 |
23.7 |
24 |
24.7 |
|
|
| 22 |
25 |
25.7 |
26 |
26.5 |
|
|
|
| 24 |
27 |
27.2 |
27.7 |
28 |
28.5 |
29 |
29.7 |
| 26 |
30 |
31 |
31.5 |
31.7 |
|
|
|
| 28 |
32 |
32.2 |
33 |
|
|
|
|
| 30 |
34 |
34.7 |
35 |
35.2 |
35.7 |
36 |
36.1 |
| 33 |
37 |
37.2 |
37.7 |
38 |
39 |
39.7 |
|
| 36 |
40 |
41 |
42 |
42.2 |
43 |
|
|
| 39 |
44 |
44.7 |
45 |
45.4 |
46 |
46.2 |
|
| 43 |
47 |
48 |
49 |
49.7 |
50 |
51 |
|
製品
****型
- 機種
- ****型
- 穴明方法
- 加工物固定工具回転方式
- 加工寸法
- 加工物最大径700mm
加工芯高350mm
- 穴明け長
- 900~3000mm
(角材への穴加工、丸棒の偏芯穴も加工できます。)
刃切サイズ表 |

|
■刃切サイズ(単位:mm)
20 21 21.7 22 23 23.7 24 24.2 24.7 25 25.7 26 27 27.2 27.7 28 28.5 29 29.7 30 31 31.5 31.7 32 32.2 33 34 34.7 35 35.2 35.7 36 36.1 37 37.2 37.7 38 39 39.7 40 41 42 42.2 43 44 44.7 45 45.4 46 46.2 47 48 49 49.7 50 51 52 52.2 53 54 54.7 55 55.2 55.7 56 57 58 59 59.7 60 6 62 63 64 64.7 65 66 67 68 69 69.7 70 72 73 74 75 76 77 79 80 81 82 84 85 88 89 90 90.6 94 94.7 95 98 99 99.7 100 104 105 108
****型
- 機種
- ****型
- 穴明方法
- 加工物固定工具回転方式
- 加工寸法
- 加工物最大径700mm
加工芯高350mm
- 穴明け長
- 900~3000mm
(角材への穴加工、丸棒の偏芯穴も加工できます。)
刃切サイズ表 |

|
■刃切サイズ(単位:mm)
20 21 21.7 22 23 23.7 24 24.2 24.7 25 25.7 26 27 27.2 27.7 28 28.5 29 29.7 30 31 31.5 31.7 32 32.2 33 34 34.7 35 35.2 35.7 36 36.1 37 37.2 37.7 38 39 39.7 40 41 42 42.2 43 44 44.7 45 45.4 46 46.2 47 48 49 49.7 50 51 52 52.2 53 54 54.7 55 55.2 55.7 56 57 58 59 59.7 60 6 62 63 64 64.7 65 66 67 68 69 69.7 70 72 73 74 75 76 77 79 80 81 82 84 85 88 89 90 90.6 94 94.7 95 98 99 99.7 100 104 105 108
****型
- 機種
- ****型
- 穴明方法
- 加工物固定工具回転方式
- 加工寸法
- 加工物最大径700mm
加工芯高350mm
- 穴明け長
- 900~3000mm
(角材への穴加工、丸棒の偏芯穴も加工できます。)
刃切サイズ表 |
|
■刃切サイズ(単位:mm)
20 21 21.7 22 23 23.7 24 24.2 24.7 25 25.7 26 27 27.2 27.7 28 28.5 29 29.7 30 31 31.5 31.7 32 32.2 33 34 34.7 35 35.2 35.7 36 36.1 37 37.2 37.7 38 39 39.7 40 41 42 42.2 43 44 44.7 45 45.4 46 46.2 47 48 49 49.7 50 51 52 52.2 53 54 54.7 55 55.2 55.7 56 57 58 59 59.7 60 6 62 63 64 64.7 65 66 67 68 69 69.7 70 72 73 74 75 76 77 79 80 81 82 84 85 88 89 90 90.6 94 94.7 95 98 99 99.7 100 104 105 108
****型
- 機種
- ****型
- 穴明方法
- 加工物固定工具回転方式
- 加工寸法
- 加工物最大径700mm
加工芯高350mm
- 穴明け長
- 900~3000mm
(角材への穴加工、丸棒の偏芯穴も加工できます。)
刃切サイズ表 |

|
■刃切サイズ(単位:mm)
20 21 21.7 22 23 23.7 24 24.2 24.7 25 25.7 26 27 27.2 27.7 28 28.5 29 29.7 30 31 31.5 31.7 32 32.2 33 34 34.7 35 35.2 35.7 36 36.1 37 37.2 37.7 38 39 39.7 40 41 42 42.2 43 44 44.7 45 45.4 46 46.2 47 48 49 49.7 50 51 52 52.2 53 54 54.7 55 55.2 55.7 56 57 58 59 59.7 60 6 62 63 64 64.7 65 66 67 68 69 69.7 70 72 73 74 75 76 77 79 80 81 82 84 85 88 89 90 90.6 94 94.7 95 98 99 99.7 100 104 105 108
****型
- 機種
- ****型
- 穴明方法
- 加工物固定工具回転方式
- 加工寸法
- 加工物最大径700mm
加工芯高350mm
- 穴明け長
- 900~3000mm
(角材への穴加工、丸棒の偏芯穴も加工できます。)
刃切サイズ表 |

|
■刃切サイズ(単位:mm)
20 21 21.7 22 23 23.7 24 24.2 24.7 25 25.7 26 27 27.2 27.7 28 28.5 29 29.7 30 31 31.5 31.7 32 32.2 33 34 34.7 35 35.2 35.7 36 36.1 37 37.2 37.7 38 39 39.7 40 41 42 42.2 43 44 44.7 45 45.4 46 46.2 47 48 49 49.7 50 51 52 52.2 53 54 54.7 55 55.2 55.7 56 57 58 59 59.7 60 6 62 63 64 64.7 65 66 67 68 69 69.7 70 72 73 74 75 76 77 79 80 81 82 84 85 88 89 90 90.6 94 94.7 95 98 99 99.7 100 104 105 108
****型
- 機種
- ****型
- 穴明方法
- 加工物固定工具回転方式
- 加工寸法
- 加工物最大径700mm
加工芯高350mm
- 穴明け長
- 900~3000mm
(角材への穴加工、丸棒の偏芯穴も加工できます。)
刃切サイズ表 |
|
■刃切サイズ(単位:mm)
20 21 21.7 22 23 23.7 24 24.2 24.7 25 25.7 26 27 27.2 27.7 28 28.5 29 29.7 30 31 31.5 31.7 32 32.2 33 34 34.7 35 35.2 35.7 36 36.1 37 37.2 37.7 38 39 39.7 40 41 42 42.2 43 44 44.7 45 45.4 46 46.2 47 48 49 49.7 50 51 52 52.2 53 54 54.7 55 55.2 55.7 56 57 58 59 59.7 60 6 62 63 64 64.7 65 66 67 68 69 69.7 70 72 73 74 75 76 77 79 80 81 82 84 85 88 89 90 90.6 94 94.7 95 98 99 99.7 100 104 105 108
製品